Reprap extruder heater

My cheap polymide tape arrived from Hong-Kong yesterday so I was able to get the heater built on the extruder for the reprap. No problems with the construction of the heater itself, although after running some tests I discovered the thermistor I had chosen is only rated to 155 degreees Celcius. I obviously wasn't looking very hard when I ordered it or perhaps it was just the fact that it was one tenth the cost of a more suitable device that convinced me to buy it. I should have a new thermistor in this week and replace this one.
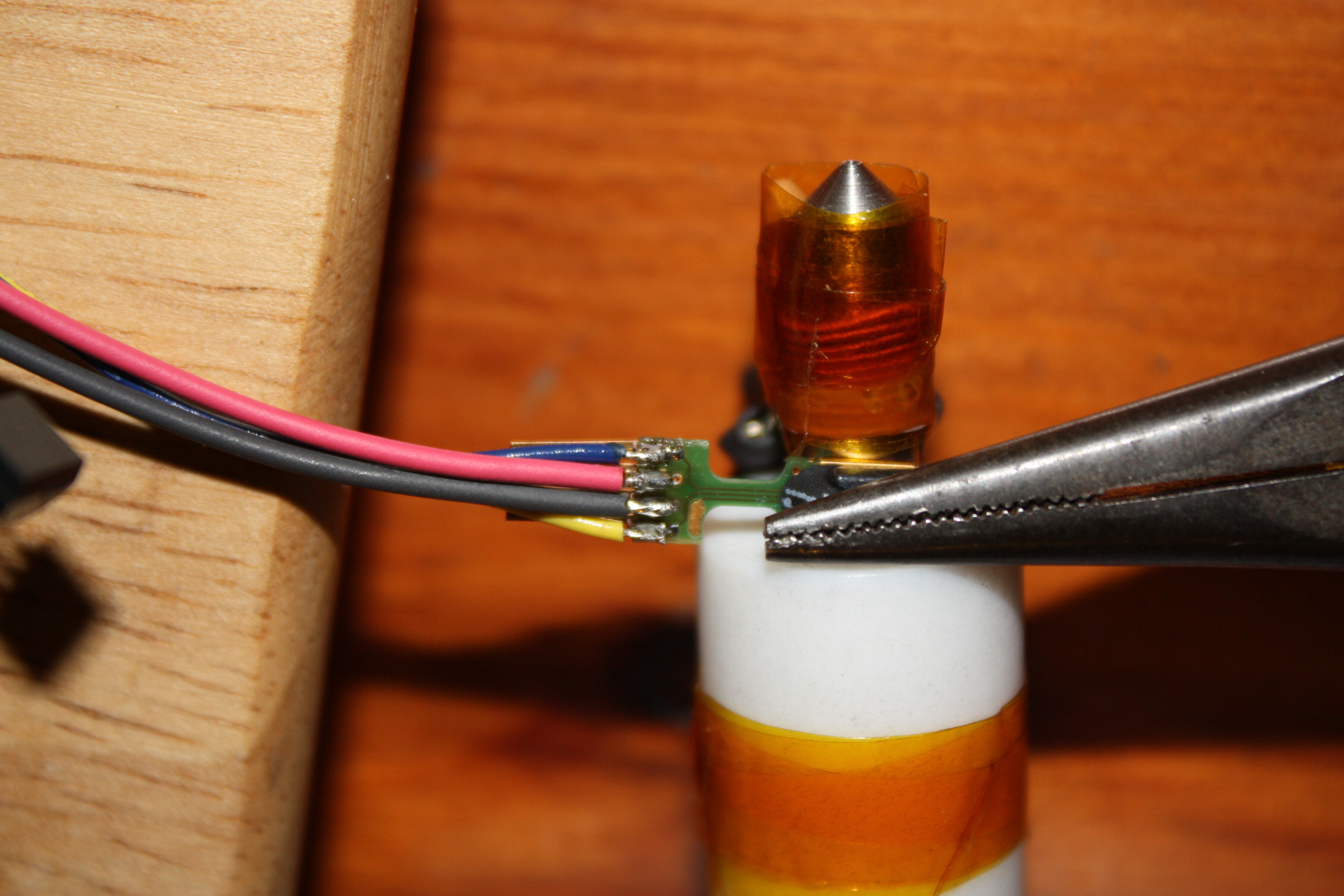
Before going too far with my heater I wanted to test the system and check that the temperature measured was accurate. I ran three sets of tests. Using the Butterfly Logger with some DS18B20's and a SHT71 I logged the temperature of the barrel at the edge of the extruder (see close up above). The SHT-71 was used to monitor the extruder temperature with the DS18B20's monitoring ambient. The first test was logged at 10 second intervals with the later two logged each second.
TEST 1
The first test was a 0.2 deg C/s ramp from near ambient up to 75 deg C and then a step change to 100 deg C and then passive cooling. This is shown in the plot below. The period of 10 seconds seemed too slow to give me a good idea of the stability so n the following tests it was decreased to 1 second. This did show rough correlation between the set temperatures and the measured temperatures although not really as accurate as I had hoped.

TEST 2
This test was a controlled ramp of 0.2 deg C/s from near ambient up to 100 deg C. After holding at 100 deg C the system is passively cooled to 50 deg C. The system holds at 50 deg C momentarily before being given a step change to 100 deg C, after which the system is allowed to cool to ambient.
The better time resolution allows the system stability to be better assessed. The system looks reasonably stable at the 100 deg hold mark. Here it is cycling around 5 deg around the set point. The 'stable' temperature is slowly rising which I attribute to the thermal mass of the barrel and thermal barrier warming up. It is not 100 deg C as it is not measuring at the same point where the control thermistor is measuring. Looking at this initially lead me to check the characteristics of the thermistor I was using and is what lead me to discover that it was only rated at 155 deg C. In checking the data sheet I also noticed a diference in the Beta value fromt he look up table used in the extruder firmware. I recalculated the look up table accordingly and repeated the tests in test 3.

TEST 3
This was a repeat of the previous tests with the new lookup table ( Beta = 4400). This seemed to give a ramp rate twice of what was programmed (0.45 deg C/s compared to 0.2 deg C/s). The temperatures seemed hotter which is expected given the change in thermistor table for the control firmware.

The next test will of course be to see how the system performs when loaded i.e. extruding some plastic.
posted by Nick @ 5:51 pm
0 comments
![]()
![]()

0 Comments:
Post a Comment
<< Home